简体中文
简体中文
Sikre langsiktig stabilitet av tilkoblingsteknologi og forsegling av HDPE -rør for vann er nøkkelen til deres langvarige ytelse, lekkasjefri og pålitelig drift. Stabiliteten til HDPE -rørforbindelser påvirker direkte systemets generelle sikkerhet og effektivitet. Følgende er flere viktige faktorer for å sikre stabiliteten i HDPE -rørforbindelsesteknologi og forsegling:
1. Valg av tilkoblingsmetode
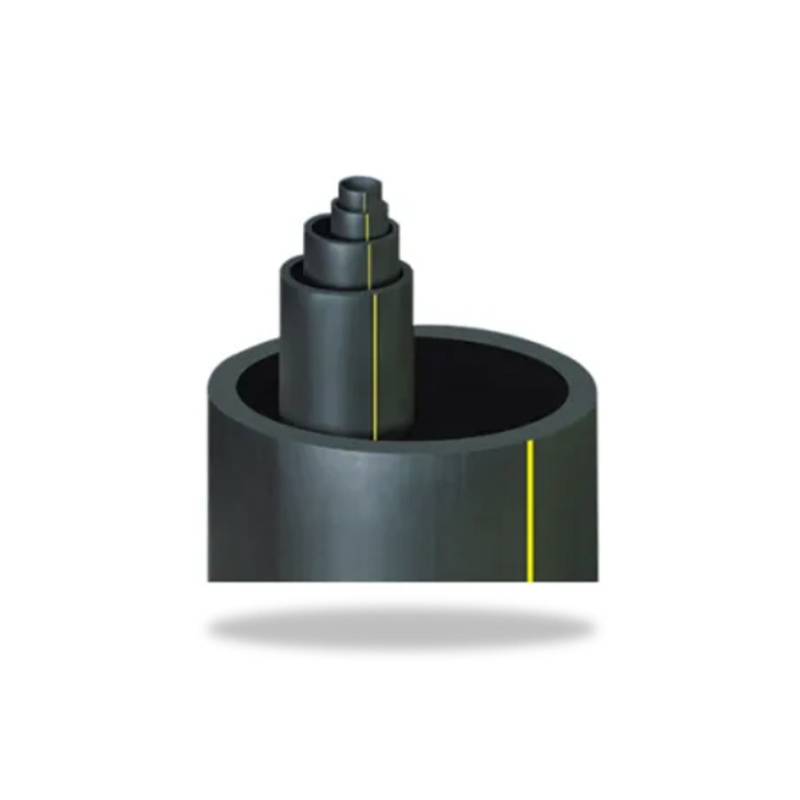
Det er mange måter å koble HDPE -rør på. Å velge riktig tilkoblingsteknologi er avgjørende for å sikre forsegling av rørforbindelser. Vanlige tilkoblingsmetoder inkluderer:
Buttfusjonssveising: Dette er den mest brukte tilkoblingsmetoden for HDPE -rør og er egnet for større rørstørrelser. Ved å varme opp endeflatene til rør- og rørbeslagene til en smeltet tilstand og deretter koble dem sammen med trykk. Fordelene med varm smelteforbindelse er høy styrke og ingen lekkasje ved forbindelsen, og sømløs integrasjon med selve røret, som kan oppnå høy tetning og stabilitet.
Elektrofusjon: Denne tilkoblingsmetoden brukes vanligvis for mindre rør eller steder med begrenset installasjonsplass. Den bruker en elektrisk fusjonsrørmontering med strøm ved rørforbindelsesdelen. Etter at elektrisiteten er slått på, genereres varme for å smelte røroverflaten og til slutt fullføre tilkoblingen. Elektrofusjonstilkobling kan også sikre tetningen og styrken til rørforbindelsen og er egnet for forskjellige typer rør.
Socketfusjon: Socketfusjon brukes vanligvis til HDPE -rør med liten diameter. Ytterveggen til røret og den indre veggen til beslaget kobles sammen ved oppvarming for å danne et sterkt tetningsledd. Denne metoden er enkel og rask og egnet for ikke-høye trykkmiljøer.
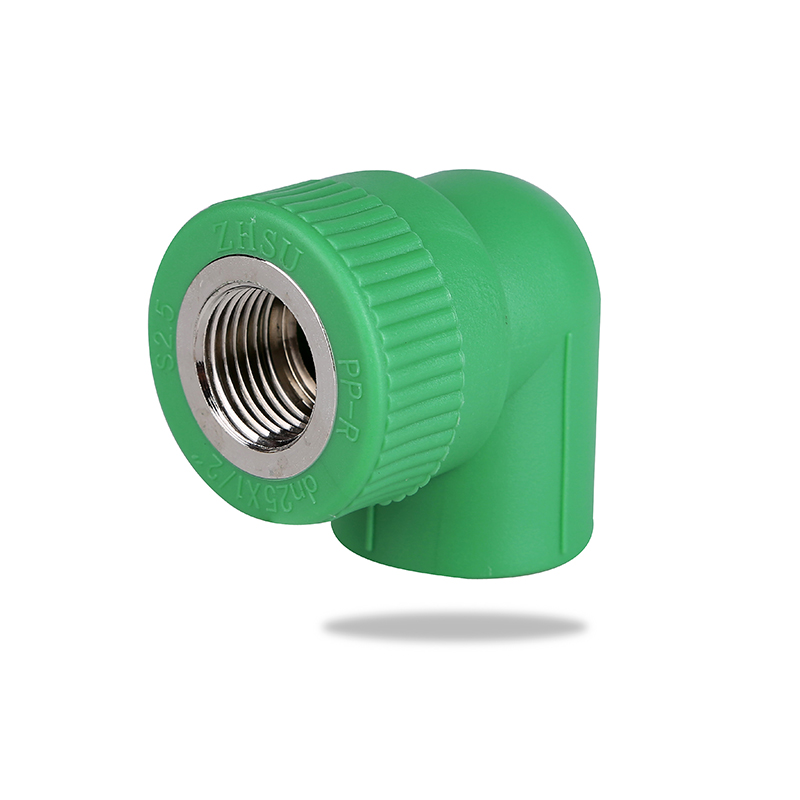
Mekanisk skjøting: Denne tilkoblingsmetoden krever ikke oppvarming og kobler rørene med mekaniske midler (for eksempel flenser, gjengede skjøter, klemmer osv.). Det er egnet for situasjoner der demontering eller vedlikehold er nødvendig, men forseglingen av tilkoblingen kan være litt underordnet den for varm smelteforbindelse og elektrisk fusjonstilkobling.
2. tilkoblingsprosesskontroll
Uansett hvilken tilkoblingsmetode som er valgt, er det nøkkelfaktoren for å sikre forsegling og langsiktig stabilitet og trykk.
Temperaturkontroll: Under den varme smelteforbindelsesprosessen må temperaturen på røret og rørbeslagene strengt kontrolleres. For høy eller for lav temperatur kan forårsake løs tilkobling eller til og med lekkasje. Vanligvis styres sveisetemperaturen til rundt 200 ℃, og den spesifikke temperaturen bør bestemmes i henhold til faktorer som materialet og tykkelsen på røret.
Trykkkontroll: Når varm smelteforbindelse og elektrisk fusjonstilkobling brukes, er det nødvendig å sikre at trykket som brukes under tilkoblingsprosessen er jevn og passende. For høyt trykk kan føre til at røret deformeres, mens for lavt trykk vil føre til at forbindelsen er løs og påvirker forseglingen. Vanligvis brukes spesialutstyr under tilkoblingsprosessen for å sikre ensartet og nøyaktig trykk.
Tidskontroll: Sveisetiden vil også påvirke kvaliteten på tilkoblingen. For lang eller for kort tid vil påvirke styrken og stabiliteten til forbindelsen. Hver tilkoblingsmetode har et passende tidsrom og må strengt tatt betjenes i samsvar med standarden.
3. Valg av tetningsmaterialer for grensesnitt
I tilkobling av HDPE -rør vil valg av materialer som tetningspakninger, lim eller tetningsbånd også påvirke tetningen av skjøtene.
Pakning: Noen mekaniske tilkoblingsmetoder bruker tetningsbånd eller pakninger for å forbedre tetningsytelsen til leddene. Å velge passende materialer kan effektivt forhindre lekkasje av rør under miljøer med høyt trykk.
Tetningsmasse: For noen spesielle anledninger kan spesielle fugemasse brukes ved forbindelsen. Disse limene er vanligvis kompatible med HDPE-rørmaterialer og gir sterkere anti-penetrasjonsevner.
4. Kontroll av installasjonsmiljøet
Renslighet: Renslighet av røret før tilkoblingen påvirker direkte kvaliteten på forbindelsen. Tilkoblingsdelen må være ren og tørr for å unngå forurensning av tilkoblingsoverflaten ved urenheter som skitt, olje eller fuktighet for å sikre tetningseffekten.
Temperatur- og fuktighetsforhold: Når hotsmelt- eller elektrisk smeltetilkoblinger gjøres, vil miljøets temperatur og fuktighet også påvirke kvaliteten på tilkoblingen. Det er best å velge å utføre konstruksjon i et miljø med moderat temperatur og lav fuktighetskontroll for å unngå miljøfaktorer som forstyrrer tilkoblingseffekten.
5. Kvalitetsinspeksjon og aksept
Tilkoblingsstyrkeprøve: Etter at tilkoblingen er fullført, bør tetningen og styrken til leddet testes for å sikre at tilkoblingsdelen tåler forventet trykk og ekstern kraft. Vanlige brukte deteksjonsmetoder inkluderer trykkprøving, lekkasjetesting osv.
Røntgen- eller ultralydtesting: I kritiske rørledningssystemer kan det være nødvendig med mer sofistikerte deteksjonsmetoder (for eksempel røntgen- og ultralydtesting) for å inspisere tilkoblingsdelene på rørledningen for å sikre at det ikke er noen defekter inne i leddet.
6. Langsiktig vedlikehold og inspeksjon
Regelmessig inspeksjon: Selv HDPE-rørforbindelser av høy kvalitet krever regelmessige inspeksjoner. Inspeksjoner bør omfatte visuelle inspeksjoner, lekkasjedeteksjon og trykkprøving for å sikre at det ikke er løse ledd eller lekkasjer på grunn av langvarig bruk.
Nødreparasjonstiltak: Hvis leddproblemer (for eksempel lekkasjer) blir funnet under bruk, må de repareres raskt. Dette kan håndteres ved å bruke et forberedt reparasjonssett eller delvis erstatte rørledningen.
Passende tilkoblingsmetoder (for eksempel varm smelte, stikkontakter, mekaniske tilkoblinger, etc.) kombinert med strenge prosessbehov, kan forbedre tetningen, trykkmotstanden og holdbarheten til rørledningssystemet, og sikre at systemet er stabilt og lekkasjefri under langvarig bruk.