简体中文
简体中文
Suksessen til ethvert rørsystem av polypropylen tilfeldig kopolymer (PPR) avhenger nesten utelukkende av kvaliteten på fusjonsskjøtene som skapes av beslagene. I motsetning til mekaniske koblinger som er avhengig av pakninger og dreiemoment, danner PPR-beslag en homogen, monolittisk binding med rør når den er riktig oppvarmet. Denne molekylære fusjonen eliminerer de viktigste årsakene til lekkasjer: termiske ekspansjonsgap og materialnedbrytning over tid. For bolig- og kommersielle bruksområder, valg av riktig monteringstype og streng overholdelse av oppvarmingstider sikrer en levetid på systemet på over 50 år ved driftstemperaturer opp til 70°C.
Hvorfor PPR-beslag overgår tradisjonelle materialer
PPR beslag har erstattet kobber og PVC i mange moderne installasjoner på grunn av deres unike kjemiske struktur. Den tilfeldige kopolymerisasjonsprosessen gir disse beslagene overlegen motstand mot både høye temperaturer og kjemisk korrosjon. Ved vurdering av rørleggermaterialer er varmeledningsevnen og skjøtenes integritet de mest kritiske faktorene.
Termisk stabilitet og trykkmotstand
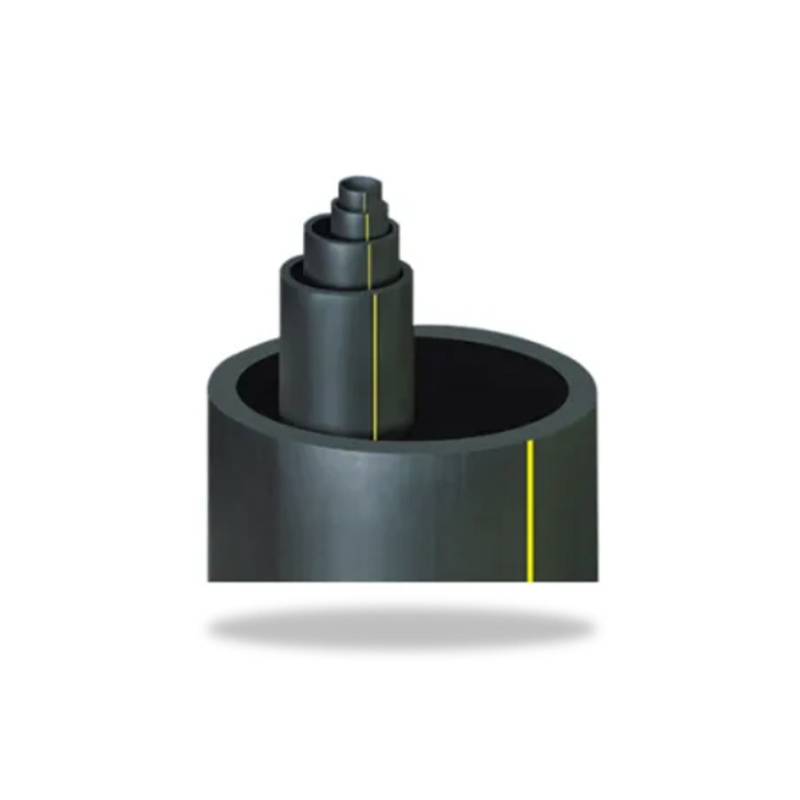
Standard PPR-armaturer, typisk klassifisert under PN20 eller PN25 trykkklassifiseringer, tåler kontinuerlig drift ved 70°C og kortsiktige topper opp til 95°C . Dette gjør dem ideelle for sentralvarmesystemer og varmtvannsdistribusjon der metallbeslag kan lide av oksidasjon eller avleiring. Den lineære ekspansjonskoeffisienten til PPR er høyere enn metall, men dette styres gjennom riktig tilpasningsdesign og installasjonsteknikker som bruk av innskyvningshylser eller ekspansjonsløkker.
Hydraulisk effektivitet og hygiene
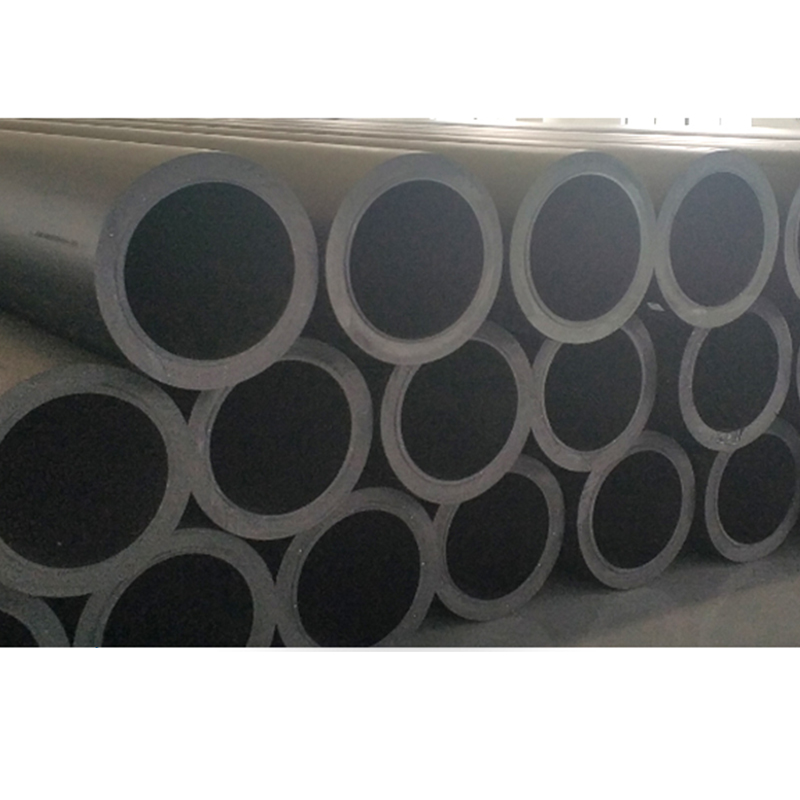
Innerveggene til PPR-beslag er eksepsjonelt glatte, med en ruhetskoeffisient på kun 0,007 mm . Denne jevnheten reduserer friksjonstap, noe som gir bedre strømningshastigheter sammenlignet med korroderte metallrør. Videre er PPR ikke-giftig og støtter ikke bakterievekst, noe som sikrer at drikkevann forblir rent uten risiko for blyutvasking ofte forbundet med eldre messingbeslag.
Viktige typer PPR-fittings og deres bruk
Å velge riktig tilpasningsgeometri er avgjørende for å opprettholde systemets trykk og retning. Mens det er dusinvis av spesialiserte former, er de fleste rørleggerprosjekter avhengige av et kjernesett med standardbeslag. Å forstå deres spesifikke applikasjoner forhindrer unødvendig kompleksitet og potensielle feilpunkter.
| Tilpasningstype | Primær funksjon | Merknad om nøkkelinstallasjon |
|---|---|---|
| Kobling | Sammenføyning av to rør i en rett linje | Sørg for at rørene er kuttet firkantet for å unngå dannelse av gap |
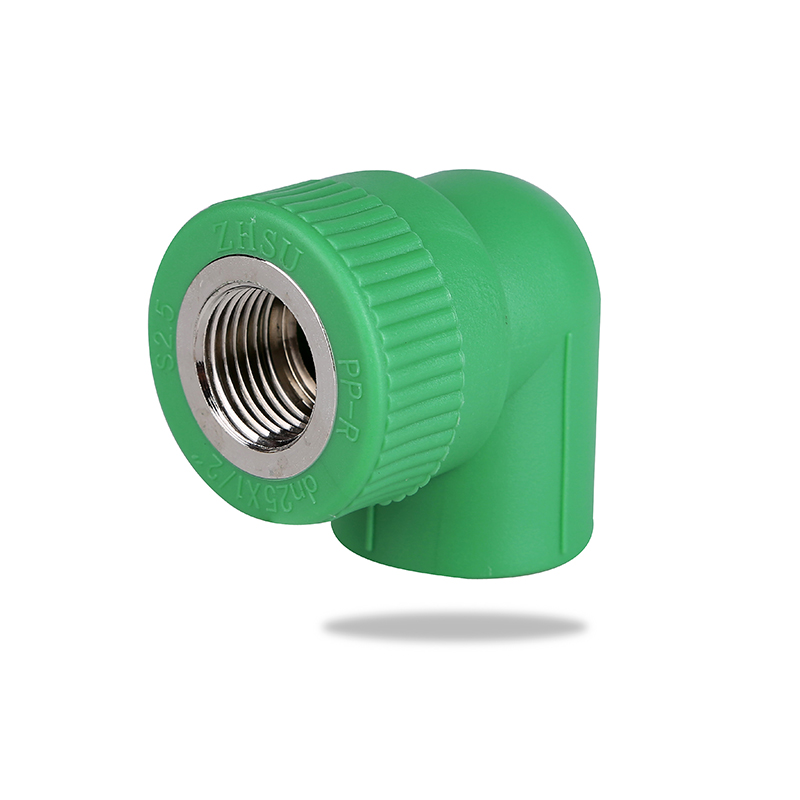
| Albue (90°/45°) | Endring av strømningsretning | Unngå å bruke 90° albuer i høyhastighets hovedledninger for å redusere trykkfallet |
| T-skjorte (lik/reduserende) | Splitte eller kombinere strømningsbaner | Støtt grenrøret for å hindre belastning på skjøten |
| Hann/hun-adapter | Overgang til gjengede metallkomponenter | Bruk teflontape på tråder; ikke stram messinginnsatser for mye |
| Endelokk | Forsegling av enden av et rør | Brukes ofte for fremtidige utvidelsespunkter; merke tydelig |
Trinn-for-trinn installasjonsveiledning for lekkasjefrie skjøter
Installasjonen av PPR-fittings bruker en varmefusjonsmetode kjent som socket-sveising. Denne prosessen smelter det ytre laget av røret og det indre laget av beslaget, slik at de kan smelte sammen til et enkelt stykke ved avkjøling. Avvik fra standardprosedyren er den viktigste årsaken til leddsvikt.
Forberedelse og skjæring
Før oppvarming, sørg for at rørenden er kuttet perfekt vinkelrett på aksen. Bruk en dedikert PPR-rørkutter i stedet for en sag for å unngå grader. Rengjør rørenden og innsiden av koblingen med en lofri klut og alkohol om nødvendig for å fjerne støv, olje eller fuktighet. Merk av innføringsdybde på røret med en markør; dette forhindrer underinnføring (som forårsaker lekkasjer) og overinnføring (som begrenser vannstrømmen).
Oppvarming og fusjonsparametere
Sveiseapparatet må stilles inn på 260°C ± 5°C . Temperaturkontroll er avgjørende; for lav resulterer i ufullstendig fusjon, mens for høy bryter ned polymeren og svekker skjøten. Oppvarmingstiden avhenger strengt av rørdiameteren. Når oppvarmingstiden er nådd, fjern røret og koblingen samtidig og skyv dem godt sammen i en rett bevegelse. Ikke roter delene under innsetting.
| Rørdiameter (mm) | Oppvarmingstid (sekunder) | Innsettingstid (sekunder) | Avkjølingstid (minutter) |
|---|---|---|---|
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Vanlige feil og feilsøking
Selv med høykvalitets PPR-beslag kan installasjonsfeil kompromittere hele systemet. Å oppdage disse fallgruvene tidlig kan spare betydelige reparasjonskostnader. De fleste problemer oppstår fra å forhaste prosessen eller bruke utslitte sveiseverktøy.
- Rotasjon under innsetting: Vri røret inn i beslaget forstyrrer det jevne smeltelaget, og skaper svake punkter. Skyv alltid rett inn.
- Utilstrekkelig kjøletid: Å flytte eller belaste skjøten før den har krystallisert seg helt vil forårsake mikrosprekker. Respekter kjøletidene oppført i tabell 2.
- Skitne varmehoder: Rester av plast på sveisemaskinens varmehoder fører til ujevn oppvarming. Rengjør hodene med en bomullsklut mens de fortsatt er varme, men ikke varme.
- Blande merker: Ulike produsenter kan bruke litt forskjellige PPR-formuleringer. Det er beste praksis å bruk rør og beslag fra samme merke for å sikre kompatible smeltepunkter og viskositet.
Vedlikehold og langsiktig ytelse
En av de største fordelene med PPR-beslag er at de nesten ikke krever vedlikehold. Siden skjøtene er smeltet sammen, er det ingen pakninger som skal tørke ut eller muttere som kan løsnes. Ytre faktorer kan imidlertid fortsatt påvirke systemets levetid.
For utsatte installasjoner, beskytt PPR-beslag mot direkte UV-stråling. Mens PPR er kjemisk stabil, kan langvarig eksponering for sollys forårsake overflatekritting og sprøhet over mange år. Bruk isolasjonsskum eller maling beregnet for plast hvis rørene monteres utendørs eller i solbelyste områder. I tillegg, selv om PPR er bedre motstandsdyktig mot fryseskader enn stive metaller, kan vannekspansjon under frysing fortsatt sprenge rørkroppen. Sørg for riktig isolasjon i uoppvarmede rom for å opprettholde integriteten til monteringsnettverket.