简体中文
简体中文
A PPR kobling er en rørkobling laget av polypropylen random copolymer (PPR) som brukes til å skjøte to PPR-rør i en rett linje. Det skaper en lekkasjesikker, permanent forbindelse gjennom varmesammensmelting - ingen lim, ingen tråder, ingen klemmer. PPR-koblinger er standardvalget for varmt- og kaldtvannsforsyningssystemer i bolig- og næringsbygg på grunn av deres holdbarhet, korrosjonsbestandighet og evne til å håndtere trykk opp til 25 bar ved romtemperatur.
Hvis du planlegger en rørleggerinstallasjon eller -reparasjon, vil det å forstå typene PPR-koblinger, deres spesifikasjoner og hvordan du installerer dem riktig spare deg for tid, penger og fremtidige lekkasjer.
Hva PPR-kobling faktisk gjør
PPR-koblinger forbinder to rørsegmenter ende-til-ende, typisk når et rørløp er for langt for et enkelt stykke eller når en skadet seksjon erstattes. I motsetning til metallbeslag, er PPR-koblinger smeltet direkte til røret ved hjelp av en polyfusjonssveiseverktøy som varmer opp både rørenden og koblingsmuffen samtidig til rundt 260 °C (500 °F) . Når de er sammenføyd og avkjølt, blir de to delene en enkelt, monolittisk struktur uten svakt leddgrensesnitt.
Denne fusjonsmetoden gir PPR-koblinger en betydelig fordel: skjøten er ofte sterkere enn selve røret , noe som betyr at feil nesten alltid forekommer i rørveggen i stedet for ved beslaget. Dette er grunnen til at PPR-systemer har en forventet levetid på 50 år under normale driftsforhold.
Typer PPR-koblinger
Ikke alle PPR-koblinger er like. Hver type tjener et spesifikt installasjonsscenario. Å velge feil type er en vanlig feil som fører til bortkastede beslag eller feilaktige tilkoblinger.
Lik (vanlig) kobling
Skjøter sammen to rør av samme diameter . Dette er den mest brukte PPR-koblingen i standard VVS-løp. Begge ender er socket-type og aksepterer samme rørstørrelse.
Reduserende kobling
Brukes til å koble sammen to rør av forskjellige diametre i et rett løp — for eksempel overgang fra en 32 mm hovedledning til en 20 mm grenmating. Reduserer behovet for ekstra adaptere.
Unionskobling (kan demonteres)
Har en mekanisk unionsmutter som lar skjøten være koblet fra og koblet til igjen uten å kutte rør. Ideell for bruk i nærheten av apparater, målere eller ventiler som kan trenge fremtidig service. Dette er den eneste PPR-koblingen som ikke er permanent.
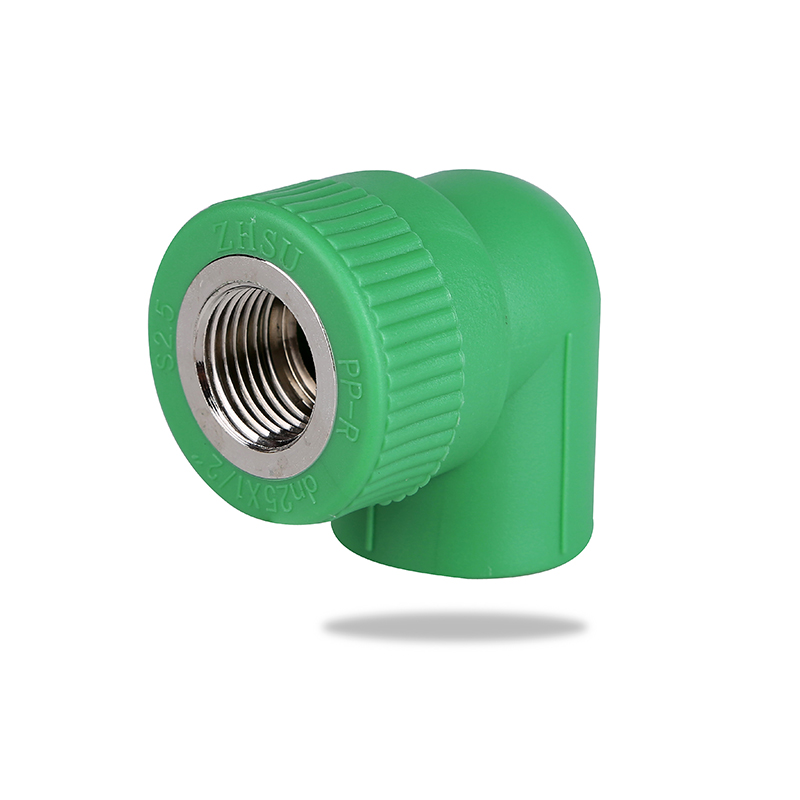
Hann/hun gjenget kobling
Den ene enden er en PPR fusjonssokkel; den andre enden har en gjenget tilkobling av metall (vanligvis messing) - enten hann (utvendig) eller hunn (innvendig gjenge). Brukes til overgang fra et PPR-system til en metallgjenget beslag, ventil eller apparat.
| Koblingstype | Tilkoblingsstil | Avtakbar? | Beste brukstilfelle |
|---|---|---|---|
| Lik kobling | Sokkel × Sokkel (samme størrelse) | Nei | Forlenge et rørløp |
| Reduserende kobling | Sokkel × Sokkel (ulike størrelser) | Nei | Diameteroverganger |
| Union kobling | Mekanisk fusjonsmutter | Ja | Brukbare steder |
| Gjenget kobling | Sokkel × BSP/NPT gjenger | Kun trådsiden | PPR-til-metall overganger |
Størrelsestabell for PPR-koblinger og trykkklassifiseringer
PPR rør og beslag er klassifisert etter deres SDR (Standard Dimension Ratio) , som bestemmer veggtykkelse og trykkklasse. De vanligste klassene som brukes i bygningsrørleggerarbeid er PN16 og PN20 (PN = Neiminelt trykk, i bar ved 20°C).
| Ytre diameter (mm) | PN-vurdering | Maks trykk (bar) | Vanlig bruk |
|---|---|---|---|
| 20 mm | PN20 | 20 | Bolig varm/kald forsyning |
| 25 mm | PN20 | 20 | Bolig hovedlinjer |
| 32 mm | PN16 | 16 | Kommersielle stigerør, gulv |
| 40 mm | PN16 | 16 | Kommersiell distribusjon |
| 63 mm | PN16 | 16 | Industriell / bygningsnett |
Merk: trykket faller betydelig ved høye temperaturer. kl 70°C , en PN20-kobling er vurdert til omtrentlig 8 bar ; kl 95°C , faller det til rundt 3,2 bar . Sjekk alltid produsentens reduksjonskurver for varmtvannssystemer.

Hvordan installere en PPR-kobling trinn for trinn
Polyfusjonssveising er enkelt, men feil i timing eller temperatur forårsaker svake skjøter. Følg disse trinnene nøyaktig for et pålitelig resultat.
Verktøy du trenger
- PPR rørkutter eller fintannet sag
- Polyfusion sveisemaskin med riktige dysstørrelser
- Avgradingsverktøy eller fint sandpapir
- Ren klut og isopropylalkohol
- Dybdemarkør eller blyant
Installasjonstrinn
- Klipp røret firkantet. Et vinklet kutt skaper en ujevn smelte og en svak fuge. Bruk en dedikert rørkutter for en ren, vinkelrett ende.
- Avgrade og rengjøre. Fjern eventuelle grader fra rørenden og tørk av både rørets utside og koblingsmuffen med isopropylalkohol. Forurensning fra oljer eller støv forhindrer riktig sammensmelting.
- Merk innsettingsdybden. Mål muffedybden til koblingen og merk denne avstanden på rørenden. Dette sikrer fullt inngrep under sveising.
- Varm sveisejernet til 260°C. Vent til indikatorlampen bekrefter riktig temperatur. Å bruke et strykejern som er for kjølig er en av de vanligste årsakene til leddsvikt.
- Varmerør og armatur samtidig. Skyv rørenden på tappdysen og koblingsmuffen på socketdysen samtidig. Hold for riktig oppvarmingstid (se tabellen nedenfor).
- Bli med umiddelbart. Fjern begge fra strykejernet og skyv røret rett inn i koblingen opp til dybdemerket ditt - uten å vri. Enhver rotasjon vil smøre ut det smeltede materialet og svekke skjøten.
- Hold stille under avkjøling. Oppretthold fast trykk i hele kjøletiden. Bevegelse i denne fasen skaper tomrom eller et feiljustert ledd.
| Rør OD (mm) | Oppvarmingstid (sek) | Deltakelsestid (sek.) | Avkjølingstid (sek.) |
|---|---|---|---|
| 20 | 5 | 4 | 120 |
| 25 | 7 | 4 | 120 |
| 32 | 8 | 6 | 180 |
| 40 | 12 | 6 | 180 |
| 63 | 24 | 8 | 240 |
Vanlige PPR-koblingsfeil og hvordan du unngår dem
De fleste PPR-koblingsfeil i feltet er installasjonsfeil, ikke materielle feil. Dette er feilene som dukker opp oftest:
Underoppvarming av skjøten
Hvis jernet ikke har nådd helt 260°C eller oppvarmingstiden er for kort, vil ikke røroverflaten smelte ordentlig. Resultatet ser ut som et godt ledd, men vil mislykkes under trykk - ofte innen den første trykktesten. Vent alltid på temperaturindikatoren, ikke bare tidtakeren.
Vridning under montering
Å rotere røret mens du skyver det inn i koblingen er en refleksbevegelse som føles naturlig men ødelegger leddet . Det smeltede materialet er retningsjustert; vridning bryter den justeringen. Skyv rett inn, hold rett og slipp.
Merker eller SDR-klasser som ikke samsvarer
PPR er ikke universelt standardisert i veggtykkelsestoleranser på tvers av merker. Blanding av et PN20-rør fra en produsent med en PN16-kobling fra en annen kan etterlate hull i smeltesonen. Bruk koblinger og rør fra samme produsent og samme SDR-klasse der det er mulig.
Hopp over trykktesten
Alle PPR-installasjoner bør gjennomgå en hydrostatisk trykktest ved 1,5× arbeidstrykket i minimum 30 minutter før vegger stenges eller rør graves ned. Å oppdage en lekkasje etter at taket er pusset koster langt mer enn en trykkmåler.

PPR-kobling vs andre rørkoblingstyper
PPR er ikke det eneste alternativet for vannforsyningsrør, men det kan sammenlignes gunstig på tvers av de fleste praktiske dimensjoner:
| Funksjon | PPR | Kobber | CPVC | PEX |
|---|---|---|---|---|
| Felles metode | Varmefusjon | Lodde/presse | Løsemiddelsement | Krympe / klemme |
| Maks temp (kontinuerlig) | 95°C | 110°C | 93°C | 82–95°C |
| Korrosjonsbestandighet | Utmerket | Moderat | Bra | Utmerket |
| Materialkostnad | Lavt | Høy | Lavt–Medium | Lavt–Medium |
| Spesialverktøy kreves | Ja (fusion iron) | Ja (torch/press) | Nei | Ja (crimp tool) |
| Levetid | 50 år | 50 år | 25–50 år | 25–50 år |
PPRs viktigste fordel fremfor kobber er kostnad og korrosjonsimmunitet ; dens fordel fremfor CPVC er at varmesmeltede skjøter ikke er avhengige av kjemiske lim som kan tørke ut eller sprekke. Sammenlignet med PEX er PPR mer stivt – noe som gjør det bedre for utsatte eller nedgravde installasjoner, men mindre tilgivende i trange rutingscenarier.
Kjøpeveiledning: Hva du skal se etter i en PPR-kobling
Ikke alle PPR-beslag som selges på markedet er produsert i henhold til samme standarder. Koblinger av lavere kvalitet bruker resirkulert eller blandet polypropylen som kan svikte ved lavere temperaturer eller trykk. Her er hva du bør sjekke før du kjøper:
- Standard samsvar: Se etter DIN 8077/8078 (Tyskland), ISO 15874 eller ASTM F2389 (US)-merker på selve beslaget.
- Materialklasse: Beslaget skal være stemplet "PPR" eller "PP-R Type 3" - ikke bare "PP" som kan referere til billigere polypropylenhomopolymerkvaliteter.
- Veggtykkelse konsistens: Kontroller at muffedybden og den indre diameteren stemmer godt overens med rørets OD. Løse stikkontakter indikerer dårlige produksjonstoleranser.
- Farge: Standard PPR er grå eller grønn. Hvit og andre farger brukes i enkelte markeder, men bør fortsatt oppfylle samme materialspesifikasjoner. Unngå beslag der fargen virker ujevn, stripete eller gjennomskinnelig - tegn på dårlig harpikskvalitet.
- Merkesporbarhet: Anerkjente produsenter stempler beslaget med merke, størrelse, PN-vurdering og produksjonsparti. Anonyme beslag uten merker gir ingen kvalitetsgaranti.