简体中文
简体中文
Forstå PPR-koblinger og deres essensielle rolle
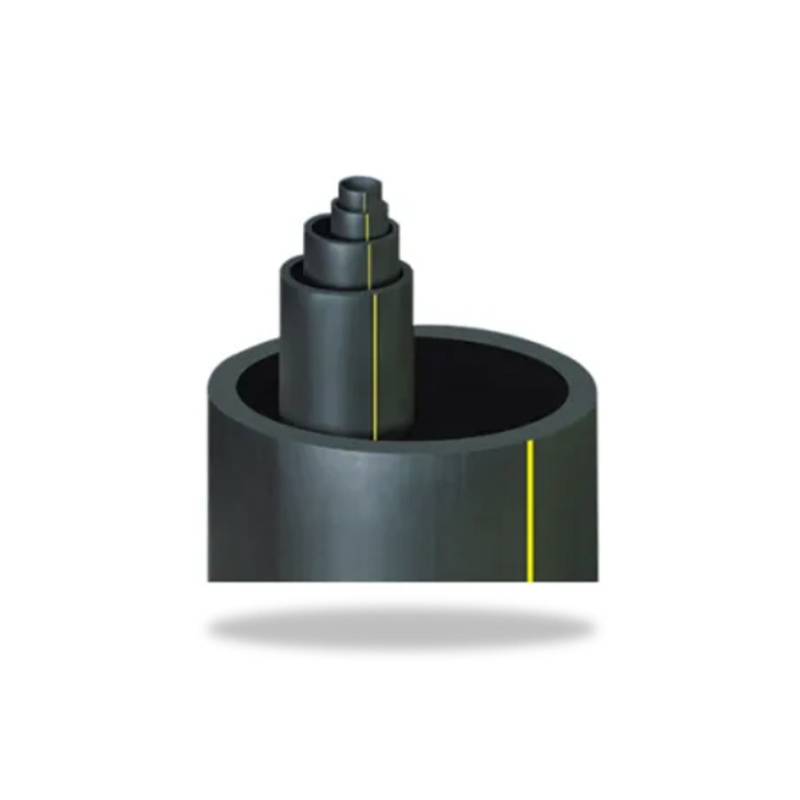
A PPR kobling er en spesialisert beslag som brukes til å sammenføye to seksjoner av polypropylen random copolymer (PPR) rør i en rett linje gjennom varmefusjonssveising. Denne grunnleggende komponenten fungerer som den primære tilkoblingsmetoden for å forlenge rørstrekninger og skape lekkasjesikre skjøter i distribusjonssystemer for både varmt og kaldt vann. PPR-koblinger er produsert av det samme tilfeldige kopolymermaterialet som selve rørene, noe som sikrer termisk kompatibilitet og jevne ekspansjonsegenskaper gjennom hele systemet.
Koblingsdesignet har en muffe i hver ende med nøyaktig maskinerte innvendige dimensjoner som passer til rørets ytre diameter. Under installasjonen varmes begge rørender og koblingsmuffene samtidig til 260±10°C, deretter sammenføyd under trykk for å skape en molekylær binding sterkere enn selve rørmaterialet. Denne smeltesveiseprosessen eliminerer behovet for lim, tetningsmidler eller mekaniske festemidler, noe som resulterer i en permanent forseglet forbindelse som opprettholder full systemtrykkklassifisering.
PPR-koblinger er tilgjengelige i størrelser fra 20 mm til 110 mm i diameter, tilsvarende standard rørdimensjoner. De opprettholder samme trykkklassifisering (PN10, PN16, PN20 eller PN25) som rørene de kobler til, og sikrer konsistent ytelse i hele systemet. Komponenten utgjør ca 15-25 % av det totale monteringsbehovet i typiske rørleggerinstallasjoner, noe som gjør den til den mest brukte PPR-armaturtypen.
Typer og varianter av PPR-koblinger
Ulike koblingskonfigurasjoner tjener spesifikke installasjonskrav og systemdesign:
Standard stikkontakter
Den vanligste typen har to identiske stikkontakter for sammenføyning av rør med samme diameter. Disse koblingene har en kompakt lengde på ca 1,5-2 ganger rørdiameteren , minimerer plassen som kreves for tilkoblinger. Standardkoblinger er egnet for både synlige og skjulte installasjoner der det er behov for rettlinjede rørforlengelser uten retningsendringer.
Reduserende koblinger
Disse spesialiserte beslagene kobler sammen rør med forskjellige diametre, med muffer i to forskjellige størrelser. Reduserende koblinger eliminerer behovet for separate reduksjonsbeslag og ekstra skjøter, og effektiviserer installasjoner der rørstørrelsesoverganger forekommer. Vanlige størrelseskombinasjoner inkluderer 32 mm til 25 mm, 25 mm til 20 mm og 40 mm til 32 mm. Bruk av reduksjonskoblinger i stedet for flere beslag reduserer installasjonstiden med omtrent 30 % og reduserer potensielle lekkasjepunkter.
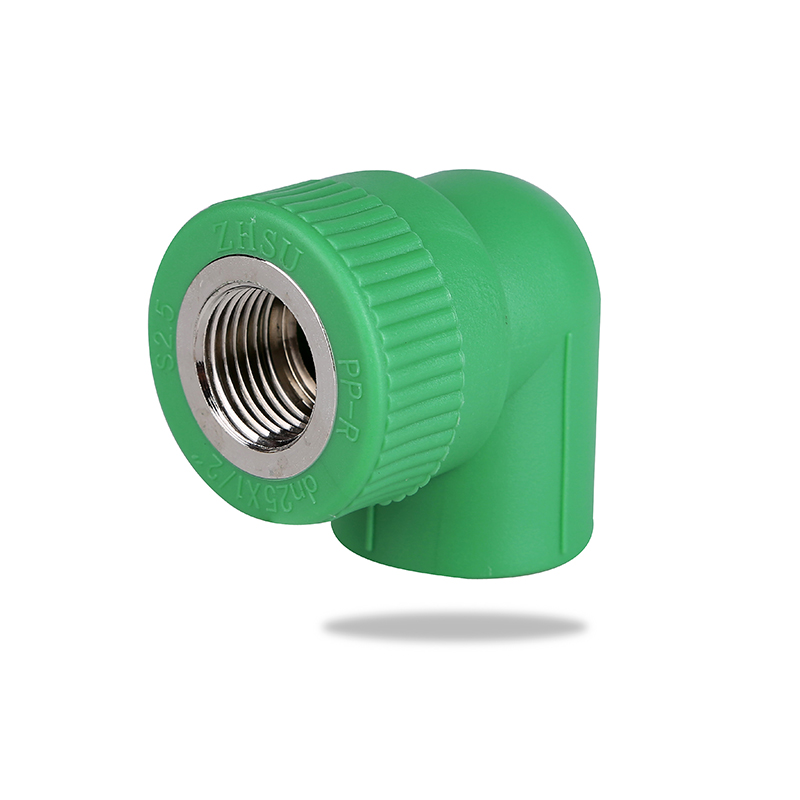
Gjengede koblinger
PPR-koblinger med integrerte metallgjenger gir overgangsforbindelser til utstyr, ventiler eller armaturer med gjengeforbindelser. Den ene enden har en standard PPR-sokkel for varmesammensmelting, mens den andre inneholder gjenger av messing eller rustfritt stål (typisk 1/2", 3/4", eller 1" NPT eller BSP). Metallinnsatsen støpes inn i PPR-kroppen under produksjon, og skaper en permanent mekanisk binding. Disse overgangsbeslagene er essensielle der PPR-systemer kobles sammen med konvensjonelle komponenter og rør. messinginnsatser klassifisert for trykk opptil 2,5 MPa ved 20°C .
Reparasjon av koblinger
Forlengede koblinger designet for reparasjonsarbeid har dypere muffer eller glidemekanismer som tillater tilkobling til eksisterende rør uten å kreve rørrotasjon. Disse spesialiserte beslagene viser seg å være uvurderlige ved utskifting av skadede seksjoner i trange rom eller når rør ikke kan snus på grunn av plassbegrensninger. Reparasjonskoblinger måler vanligvis 2,5-3 ganger standard koblingslengde for å imøtekomme den ekstra sokkeldybden som kreves for denne applikasjonen.
| Koblingstype | Primær applikasjon | Nøkkelfunksjon | Installasjonskontekst |
|---|---|---|---|
| Standard stikkontakt | Koblinger med samme diameter | Kompakt design | Generelle rørforlengelser |
| Reduserer | Diameteroverganger | To forskjellige stikkontaktstørrelser | Grenlinjereduksjoner |
| Gjenget | Utstyrstilkoblinger | Gjengeinnsats i metall | Grensesnitt for ventiler og armaturer |
| Reparasjon | Utskifting av skadet seksjon | Utvidet sokkeldybde | Reparasjoner av begrenset plass |
Riktig installasjonsteknikk for PPR-koblinger
Riktige installasjonsprosedyrer er avgjørende for å oppnå pålitelige, lekkasjefrie tilkoblinger som opprettholder full systemytelse:
Forberedelse før installasjon
Før du begynner smeltesveising, kontroller at rør og koblinger samsvarer med både diameter og trykkklassifisering. Kutt rørene rett ved å bruke dedikerte PPR-rørkuttere for å sikre vinkelrette ender uten deformasjon. Merk innstikksdybden på rørendene ved å bruke koblingen som en veiledning – typiske innstikksdybder varierer fra 14 mm for 20 mm rør til 40 mm for 110 mm rør . Rengjør og tørk begge rørender og koblingshylser grundig, fjern smuss, fuktighet eller olje som kan kompromittere fusjonskvaliteten.

Fusjonssveiseprosess
Varm opp smeltesveiseverktøyet til spesifisert temperatur på 260 °C og la tilstrekkelig oppvarmingstid, vanligvis 10-15 minutter for pålitelig temperaturstabilitet . Sett rørenden inn i varmedoren og koblingsmuffen på varmedysen samtidig. Påfør moderat trykk under oppvarming uten å tvinge – for høyt trykk kan deformere rørveggen. Oppvarmingsvarigheten må samsvare nøyaktig med spesifikasjonene for rørdiameteren:
- 20 mm diameter: 5 sekunder oppvarming, 4 sekunder sammenføyning, 2 minutter avkjøling
- 25 mm diameter: 7 sekunder oppvarming, 4 sekunder sammenføyning, 2 minutter avkjøling
- 32 mm diameter: 8 sekunder oppvarming, 6 sekunder sammenføyning, 4 minutter avkjøling
- 40 mm diameter: 12 sekunder oppvarming, 6 sekunder sammenføyning, 4 minutter avkjøling
- 50 mm diameter: 18 sekunder oppvarming, 6 sekunder sammenføyning, 4 minutter avkjøling
Sammenføyning og nedkjøling
Etter oppvarming, fjern begge komponentene fra verktøyet og før umiddelbart røret inn i koblingsmuffen i en jevn bevegelse til du når den markerte innføringsdybden. Hold leddet godt på plass uten å vri eller justere – enhver bevegelse under den innledende avkjølingsfasen vil kompromittere leddintegriteten. En liten perle av smeltet materiale skal dannes rundt leddomkretsen, noe som indikerer riktig sammensmelting. Hold leddet i en fast posisjon gjennom hele avkjølingsperioden før du tillater stress eller bevegelse. Skjøter utsatt for belastning før tilstrekkelig avkjøling vises feilrater opptil 40 % høyere enn riktig avkjølte tilkoblinger.
Kvalitetsverifisering
Inspiser ferdige skjøter for jevne fusjonsperler rundt hele omkretsen, noe som indikerer konsekvent oppvarming og innsetting. Røret skal føres inn til markert dybde uten hull ved koblingsskulderen. Sjekk for justering – rørene skal fortsette i en rett linje gjennom koblingen uten synlige vinkler eller forskyvninger. Riktig utførte ledd viser ingen stressbleking, deformasjon eller ufullstendige fusjonsområder. Profesjonelle installatører vedlikeholder defektrater under 1 % når du følger riktige prosedyrer .
Tekniske spesifikasjoner og ytelsesstandarder
PPR-koblinger må oppfylle strenge tekniske krav for å sikre systemets pålitelighet og sikkerhet:
Krav til dimensjonsnøyaktighet
Sokkelens innvendige diametre må opprettholde nøyaktige toleranser for å sikre riktig sammensmelting uten hull eller overdreven materialforskyvning. Produksjonsstandarder spesifiserer toleranser for ±0,2 mm for rør opp til 63 mm diameter og ±0,3 mm for større størrelser . Veggtykkelse ved koblingslegemet må være lik eller overstige rørveggtykkelsen for å forhindre svake punkter i systemet. Sokkeldybden må gi tilstrekkelig smelteareal og samtidig opprettholde rimelig koblingslengde for praktisk installasjon.
Trykk- og temperaturytelse
PPR-koblinger har samme trykkklassifisering som rørene de kobler til. En PN20-kobling som brukes med PN20-rør opprettholdes 2,0 MPa arbeidstrykk ved 20°C og 1,0 MPa ved 70°C . Koblingsmaterialet må vise identiske termiske ekspansjonsegenskaper som røret, med en koeffisient på 0,15 mm/m·K, for å sikre at termisk spenning ikke konsentreres ved skjøter. Riktig installerte koblingsskjøter tåler trykktesting til 1,5 ganger det nominelle arbeidstrykket uten lekkasje eller deformasjon.
Materialkvalitetsstandarder
Kvalitetskoblinger bruker Type 3 (PPR) tilfeldig kopolymermateriale som oppfyller ISO 15874-spesifikasjonene. Materialet må ha minimum strekkfasthet på 25 MPa og opprettholde fleksibilitet ved lave temperaturer uten sprø brudd. Virgin materialproduksjon sikrer konsistente egenskaper, mens resirkulert innhold kan introdusere variasjoner som kompromitterer ytelsen. Anerkjente produsenter merker hver kobling med størrelse, trykkklassifisering, produksjonsdato og standard samsvarsinformasjon. Fravær av tydelige markeringer tilsier substandard produkter med feilprosent 3-5 ganger høyere enn sertifiserte komponenter.
Verifikasjon av kjemisk motstand
PPR-koblinger må motstå nedbrytning fra klorert vann, pH-variasjoner og temperatursvingninger. Testprotokoller utsetter koblinger for akselererte aldringsforhold, inkludert kontinuerlig eksponering for vann ved 95 °C i 1000 timer, etterfulgt av trykktesting for å bekrefte bevaring av mekaniske egenskaper. Kvalitetskomponenter viser mindre enn 10 % styrkereduksjon etter akselerert aldring tilsvarende 50 års tjeneste.
Vanlige installasjonsfeil og forebygging
Å forstå hyppige installasjonsfeil bidrar til å forhindre systemfeil og kostbare reparasjoner:
Utilstrekkelig eller overdreven oppvarming
Utilstrekkelig oppvarmingstid forhindrer riktig molekylær fusjon, og skaper svake ledd som kan lekke umiddelbart eller utvikle langsomme lekkasjer over tid. Motsatt forringer overdreven oppvarming polymerstrukturen, reduserer styrke og skaper overdimensjonerte fusjonsperler som delvis hindrer flyten. Feltstudier tyder på det tidsavvik som overstiger ±2 sekunder fra spesifikasjonene øker feilrisikoen med 60 % . Bruk tidtakere eller følg standardiserte oppvarmingsplaner for å opprettholde konsistens i alle ledd.
Forurensede fusjonsoverflater
Smuss, fuktighet, olje eller oksidasjon på rørender eller koblingsmuffer forstyrrer molekylær binding. Selv små mengder forurensning skaper svake soner som konsentrerer stress. Fjern det ytre laget fra rørendene med et barberverktøy, og rengjør koblingshylser med isopropylalkohol før sammensmelting. Bruk av hansker forhindrer hudoljer fra å forurense overflater. Forurensningsrelaterte feil manifesterer seg vanligvis som pinhole-lekkasjer som oppstår 6-18 måneder etter installasjon når termisk sykling stresser den kompromitterte bindingen.
Ufullstendig innsettingsdybde
Unnlatelse av å sette inn rør helt til muffeskulderen reduserer smelteområdet og skaper spenningskonsentrasjonspunkter. Merk riktig innføringsdybde tydelig på rørendene før oppvarming, og bekreft fullstendig innsetting umiddelbart etter sammenføyning mens materialet forblir synlig. Ufullstendig innsetting reduserer leddstyrken med opptil 50 % og øker bruddsannsynligheten betydelig under trykkstøt eller vannslag.
Bevegelse under avkjøling
Rotering, bøying eller belastning av ledd før tilstrekkelig avkjøling forhindrer riktig krystallisering av fusjonssonen. Selv små bevegelser kompromitterer bindingens integritet. Støtt rørene tilstrekkelig under kjøleperioder og planlegg installasjonssekvenser for å unngå arbeid i nærheten av nylig fullførte skjøter. Temperaturavhengige kjøletider må forlenges i kalde omgivelser – installasjoner under 5°C omgivelsestemperatur krever 50 % lengre kjøleperioder for å oppnå tilsvarende styrke.
Komponenter som ikke samsvarer
Ved å kombinere koblinger og rør med forskjellige trykkklassifiseringer skapes systemets svake punkter. En PN16-kobling i et PN20-system kan ikke trygt håndtere fullt systemtrykk. På samme måte forhindrer bruk av overdimensjonerte eller underdimensjonerte koblinger riktig fusjon eller skaper overdreven stress. Kontroller komponentkompatibilitet før installasjon, og sørg for at alle elementene deler samme trykkklassifisering og nominelle diameter.
Utvalgskriterier for ulike applikasjoner
Valg av passende PPR-koblinger avhenger av spesifikke systemkrav og installasjonsforhold:
Boligsystemer for varmt og kaldt vann
Standard boliginstallasjoner bruker vanligvis PN20-koblinger for både varmt- og kaldtvannsdistribusjon. Disse gir tilstrekkelig sikkerhetsmargin for typiske kommunale vanntrykk på 0,3-0,6 MPa samtidig som de imøtekommer sporadiske trykkstøt. Varmtvannssystemer som opererer ved 60-70°C drar nytte av PN20-er 1,0 MPa trykkklassifisering ved 70°C , som sikrer langsiktig pålitelighet. Kun for kaldtvannsledninger gir PN16-koblinger kostnadsbesparelser uten å ofre sikkerheten.
Strålende gulvvarmeapplikasjoner
Gulvvarmesystemer krever færre koblinger på grunn av kontinuerlige rørføringer, men koblinger ved manifolder og utstyrsgrensesnitt er fortsatt kritiske. Velg koblinger med oksygenbarriereegenskaper som samsvarer med rørspesifikasjonen for å forhindre systemkorrosjon. Driftstemperaturer på 40-55°C tillater bruk av PN16-koblinger i de fleste tilfeller, selv om PN20 gir ekstra sikkerhetsmargin. Gjengede koblinger forenkler tilkoblinger til manifolder og kjeleutstyr.
Kommersielle og høytrykkssystemer
Fleretasjes bygninger eller systemer med boosterpumper kan oppleve trykk som overstiger 1,0 MPa, noe som krever PN25-koblinger klassifisert for 2,5 MPa ved 20°C . Industrielle applikasjoner med varmtvannssirkulasjon ved 80-90°C drar også nytte av PN25s høyere temperaturreduksjonskapasitet. Den økte veggtykkelsen til PN25-komponenter gir minimale kostnader samtidig som den gir betydelig trykksikkerhetsmargin.
Utendørs og utsatte installasjoner
Koblinger utendørs krever UV-bestandige formuleringer for å forhindre nedbrytning fra sollys. Standard innendørs PPR gulner og blir sprø etter langvarig UV-eksponering, med styrketap som blir betydelig etter 6-12 måneder med direkte sollys . UV-stabiliserte koblinger inneholder carbon black eller UV-hemmere, og opprettholder egenskapene i 10 år under utendørsforhold. For installasjoner under bakken fungerer standardkoblinger tilstrekkelig da jord gir UV-beskyttelse.
| Søknadstype | Anbefalt vurdering | Driftsbetingelser | Spesielle hensyn |
|---|---|---|---|
| Bolig kaldt vann | PN16 | 20°C, 0,3-0,6 MPa | Kostnadseffektivt valg |
| Bolig varmt vann | PN20 | 60-70°C, 0,4-0,8 MPa | Standard anbefaling |
| Gulvvarme | PN16-PN20 | 40-55°C, 0,3-0,5 MPa | Oksygenbarriere nødvendig |
| Kommersielt høytrykk | PN25 | Variabel temp, >1,0 MPa | Maksimal sikkerhetsmargin |
| Utendørs utsatt | PN16-PN20 | Variabel, UV-eksponering | UV-stabilisert formel |
Kvalitetsvurdering og produktverifisering
Å skille kvalitets PPR-koblinger fra dårligere produkter beskytter systemets integritet og forhindrer for tidlige feil:
Kriterier for visuell inspeksjon
Undersøk koblingsflater for jevnhet og jevnhet. Kvalitetskoblinger viser jevn farge hele veien uten striper, flekker eller misfarging. Stikkontakten skal være ren og glatt uten grove områder eller synlige forurensninger. Veggtykkelsen må være jevn rundt hele omkretsen – variasjonene overstiger 0,3 mm indikerer dårlig produksjonskontroll . Se etter fullstendige, lesbare merker, inkludert produsentidentifikasjon, størrelse, trykkklassifisering og produksjonsdato.
Metoder for materialverifisering
Ekte PPR-materiale har spesifikke fysiske egenskaper. Materialet skal føles tett og betydelig i stedet for hult eller lett. Å bøye en kopling skal vise spenst uten sprekkdannelse eller permanent deformasjon. Kvalitet PPR går tilbake til sin opprinnelige form etter bøyning, mens dårlige materialer kan vise stressbleking eller forbli deformert. Overflatehardhetstesting ved hjelp av et durometer bør gi avlesninger på 60-70 Shore D for autentisk PPR , mens mykere materialer antyder resirkulert innhold eller dårligere polymerer.
Sertifisering og samsvar med standarder
Anerkjente produsenter gir dokumentasjon på tredjeparts testing og sertifisering. Se etter samsvar med ISO 15874, EN 15874 eller tilsvarende nasjonale standarder. Sertifiseringer fra anerkjente organer som NSF, DVGW eller WRAS indikerer at produktene har gjennomgått strenge tester for sikkerhet og ytelse. Be om testrapporter som viser trykkmotstand, termisk syklus og kjemisk resistensresultater. Produkter som mangler skikkelig sertifisering eller dokumentasjon bør unngås uavhengig av prisfordeler, som usertifiserte armaturer viser feilrater 400-500 % høyere enn sertifiserte komponenter.
Vurdering av emballasje og lagring
Kvalitetsprodusenter pakker koblinger i forseglede poser eller bokser som beskytter mot forurensning og UV-eksponering under lagring. Individuell emballasje eller organisert bulkemballasje indikerer oppmerksomhet på kvalitetskontroll. Løse, uemballerte beslag kan ha samlet seg smuss eller skade under håndtering. Bekreft lagringsforholdene – PPR-koblinger som er lagret i direkte sollys eller ekstreme temperaturer kan ha blitt forringet før installasjon. Produkter som er lagret på riktig måte i klimakontrollerte varehus opprettholder fulle spesifikasjoner på ubestemt tid.
Kostnadsbetraktninger og økonomisk analyse
Å forstå PPR-koblingskostnadene hjelper til med å optimalisere prosjektbudsjetter samtidig som kvalitetsstandarder opprettholdes:
Materialprisstruktur
Standard stikkontakter representerer relativt små utgifter i total systemkostnad. Typiske priser varierer fra $0,50-$1,50 for 20 mm-koblinger til $3,00-$8,00 for 50 mm-størrelser , varierende etter trykkklassifisering og produsent. Reduserende koblinger koster omtrent 30-50 % mer enn standardkoblinger på grunn av økt material- og produksjonskompleksitet. Gjengede koblinger med messinginnsatser gir premiumpriser på 3-5 ganger standard koblingskostnader på grunn av metallkomponenter og monteringskrav.
Installasjon Arbeidsøkonomi
Mens koblingsmaterialekostnadene er beskjedne, representerer installasjonsarbeid den største utgiftskomponenten. Erfarne installatører kompletterer koblingsskjøter til priser på 15-25 skjøter i timen avhengig av rørstørrelse og tilgjengelighet . Denne effektiviteten tilsvarer lønnskostnader på omtrent $2-$5 per ledd for boligarbeid. Minimering av antall skjøter gjennom nøye systemdesign reduserer både material- og arbeidskostnader. Ved å bruke reduksjonskoblinger i stedet for separate reduksjonsstykker og ekstra skjøter sparer du omtrent $8-$12 per overgangspunkt når arbeidskraft er inkludert.
Sammenligning av livssykluskostnader
Kvalitets PPR-koblinger installert riktig krever null vedlikehold og gir 50 års levetid. Denne levetiden eliminerer utskiftingskostnader som påvirker mekaniske skjøter, kompresjonsfittings eller loddeforbindelser. Den permanente karakteren til fusjonssveising forhindrer lekkasjer som forårsaker vannskader - den dyreste konsekvensen av rørleggerfeil. Statistikk fra forsikringsbransjen tyder på det riktig installerte PPR-systemer viser lekkasjerater 85 % lavere enn gjengede metallsystemer over 20-årsperioder, noe som gir betydelige besparelser i reparasjonskostnader og forebygging av vannskader.

Avveininger mellom kvalitet og pris
Premium-koblinger fra etablerte produsenter koster 20-40 % mer enn økonomimerker, men gir betydelig bedre pålitelighet. Den inkrementelle kostnadsforskjellen utgjør bare $50-$150 for et helt boligsystem, men ytelsesforskjellen kan være betydelig. Lavpriskoblinger bruker ofte resirkulerte materialer, utilstrekkelig kvalitetskontroll eller understandard dimensjoner som kompromitterer leddintegriteten. Profesjonelle installatører rapporterer det tilbakeringing av garanti for premiumprodukter er under 0,1 % sammenlignet med 2-5 % for økonomimerker, noe som viser at beskjedne tilleggsinvesteringer gir betydelige pålitelighetsforbedringer.
Løsninger for feilsøking og reparasjon
Å løse koblingsrelaterte problemer krever forståelse av vanlige feilmoduser og passende utbedringsteknikker:
Identifisere mislykkede ledd
Koblingsleddsvikt manifesterer seg vanligvis som sakte drypp eller gråt snarere enn katastrofale brudd. Mistenkte skjøter viser fuktakkumulering, vannflekker eller mineralavleiringer på koblingsstedet. Under trykktesting viser mislykkede skjøter trykkfall eller synlig vannlekkasje. Ufullstendig sammensmelting vises ofte som mellomrom mellom rørenden og koblingsskulderen, eller asymmetriske fusjonsvulster rundt skjøtens omkrets. Stress-hvite områder nær ledd indikerer overbelastning eller bevegelse under avkjøling.
Reparasjonsprosedyrer
Mislykkede koblingsskjøter kan ikke repareres på plass – fullstendig fjerning og utskifting er nødvendig. Klipp ut den defekte koblingen og en kort del av røret på hver side, og sørg for at kutt er minst 100 mm unna de gamle fusjonssonene for å unngå varmepåvirket materiale. Bruk en reparasjonskobling eller to standardkoblinger med en mellomliggende rørseksjon for å koble til systemet igjen. Hvis plassen er begrenset og rørrotasjon er umulig, tillater reparasjonskoblinger med utvidede muffer eller skyvedesign tilkobling til faste rør. Sørg for tilstrekkelig avkjølingstid før trykksetting av reparerte seksjoner.
Protokoller for forebyggende inspeksjon
For kritiske installasjoner eller før du skjuler rør i vegger eller gulv, foreta grundige visuelle inspeksjoner av alle koblingsskjøter. Bekreft konsistente fusjonsperler, riktig innsettingsdybde og justering. Trykktest hele systemet ved 1,5 ganger arbeidstrykk i minimum 1 time, overvåking for eventuelt trykkfall. Langtidsovervåking bør omfatte periodisk inspeksjon av tilgjengelige ledd, spesielt i områder som er utsatt for vibrasjoner, termisk syklus eller mekanisk påkjenning. Tidlig oppdagelse av gråtende ledd tillater reparasjon før betydelig vannskade oppstår.